Краткий обзор
В ходе неразрушающего контроля, многие стандарты позволяют заменять один метод контроля на другой, при условии что соблюдены некоторые требования. Более того, нестандартизированные методы контроля постоянно пересматриваются для улучшения процессов и сокращения расходов. Ультразвуковые методы контроля пользуются широкой популярностью и почти повсеместно заменили радиографический контроль.
Введение
Радиографический и ультразвуковой контроль являются взаимодополняющими методами НК. Оба метода применяются для контроля всего объема сварных соединений и компонентов с целью выявления таких дефектов, как трещины, несплавления, пористость и т.д. Выбор одного или другого метода часто зависит от внешних факторов или небольших различий в способности обнаружения для данного конкретного случая. Тем не менее, ультразвуковой метод контроля является на сегодняшний день наиболее популярным, – как на практике, так и в международных стандартах, таких как ASME (Американское общество инженеров-механиков) и API (Американский институт нефти). Даже если большинство стандартов не указывают на конкретный метод УЗК, ультразвуковые фазированные решетки (ФР) являются наиболее часто используемой технологией контроля. УЗК ФР часто комбинируют с дифракционно-временным методом (TOFD) контроля с использованием устройств сбора данных и сканеров. Раньше, процедура контроля лишь упоминалась в приложениях к стандартам (не была включена в основную часть стандарта). Однако, после того, как УЗК стал широко использоваться во всем мире и получил признание экспертов отрасли, данный метод НК был добавлен в основную часть международных стандартов, таких как ASME Sec. V. Art. 4, 2010. Оборудование УЗК ФР становится более доступным, портативным и простым в использовании, представляя практичную и надежную замену радиографическому методу НК.
Преимущества ультразвукового контроля (по сравнению с радиографическим):
- Высокая вероятность обнаружения (POD) дефектов, в частности трещин и непроваров:
- Ультразвук лучше выявляет плоскостные дефекты.
- Использование метода инженерной оценки критичности дефекта, а также
возможность измерения высоты и глубины дефекта помогают еще больше сократить
процент брака:
- Измерение высоты/глубины дефекта позволяет оценить степень его критичности (а не только тип и длину дефекта).
- Не испускает излучение, не представляет опасности, не требует получения лицензии.
- Не требует ограждения зон контроля. Безопасная работа вблизи проведения УЗК.
- Не производит химических и радиоактивных отходов (в отличие от РК).
- Ультразвуковой контроль сварных швов в режиме реального времени позволяет мгновенно получать результаты анализа.
- Отчеты о настройках и результатах контроля представлены в электронном формате (в отличие от пленочного, в радиографическом методе).
Примеры поправок относительно замены радиографического контроля ультразвуковым
- ASME Code Case 2235
- ASME Code Case 179
- ASME Code Case 168
- ASME Code Case N-659
- ASME Code N-713
- API 620/650 App. U
- ASME Sec. V Mandatory Appendixes
Ультразвуковое оборудование и требования к контролю
- Устройство сбора данных с возможностью сохранения исходных данных А-скан и кодирования положения (например, дефектоскоп OmniScan или FOCUS PX).
- Схема и процедура сканирования, включающая стратегию контроля и основные параметры (например, параметры, заданные в ПО NDT SetupBuilder).
- Промышленный сканер (с кодировщиком положения) для многократного сканирования
сварного шва или компонента (полуавтоматическим или автоматическим способом):
- Выбор модели сканера зависит от количества сварных швов, диаметра трубы и других переменных.
- Предоставляемые данные:
- Анализ выполнятся прямо в устройстве сбора данных или с помощью специального программного обеспечения OmniPC, TomoView или FocusPC PC.
- Продемонстрированная производительность оборудования, оператора и процесса контроля.
- Альтернативные критерии приемки, при необходимости.
- Преобразователи, призмы, устройства подачи контактной жидкости и другие комплектующие.
- Необходимая подготовка и аттестация специалистов НК.
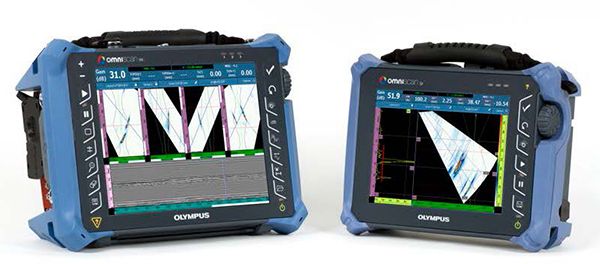
Дефектоскопы OmniScan MX2 (мультигруппа) [слева] и OmniScan SX (одна группа).
 |  |
Полностью автоматизированный сканер WeldROVER (слева) и полуавтоматический сканер
HSMT-Compact с дефектоскопом OmniScan MX.
Заключение
Замена радиационных методов контроля ультразвуковыми стала трендом в области НК и сложившейся практикой. Простое в использовании и доступное по цене портативное оборудование на фазированных решетках и соответствующее ПО значительно ускорили процедуру УЗК. Основные причины сохранения данного тренда: экономия производственных издержек и времени, повышенная безопасность операторов и рядом работающего персонала, использование альтернативных критериев приемки. Широкое использование УЗК привело к сокращению брака и повышению качества продукции.